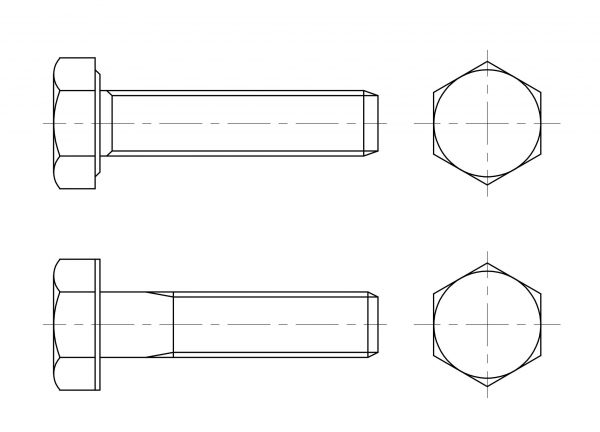
Sai lệch hình dạng và khuyết tật bên ngoài quy định của bu lông (Phần 2)
Trong bài viết trước chúng ta đã cùng nhau tìm hiểu những sai lệch hình dạng và khuyết tật bên ngoài quy định của bu lông được cho phép. Vậy cấp chính xác của sản phẩm không được cho phép là gì? Hãy cùng tìm hiểu nhé!
>>>Xem thêm bài viết: Sai lệch hình dạng và khuyết tật bên ngoài quy định của bu lông (Phần 1)
|
Cấp chính xác của sản phẩm |
||
|
Thô |
Nửa tinh |
Tinh |
|
Không cho phép |
||
| 1. Vết nứt
2. Vết xước làm cho kích thước của sản phẩm vượt ra ngoài sai lệch giới hạn. 3. Góc giữa cạnh vát và mặt tựa của bu lông lớn hơn 15o 4. Việc vát cạnh của đầu bu lông sáu cạnh hay đầu vuông đến mặt tựa lớn hơn 0,25 chiều cao của đầu bu lông hay đai ốc. 5. Việc vê tròn đầu bu lông sáu cạnh hay vuông làm cho đường kính vòng tròn ngoại tiếp vượt ra ngoài sai lệch giới hạn. 6. Việc vê tròn các vành ở đầu bulông và vít đầu chìm và nửa chìm cũng như các cạnh ở đầu của bu lông và vít đầu chỏm cầu làm cho đường kính ở đầu vượt ra ngoài sai lệch giới hạn. 7. Bu lông đầu chỏm cầu khuyết hụt ở đỉnh nếu đường kính mặt khuyết vượt quá: |
||
| 40 % đường kính danh nghĩa của đầu | 30 % đường kính danh nghĩa của đầu | |
| Sự khuyết hụt không được làm cho chiều cao của đầu vượt ra ngoài sai lệch giới hạn.
8. Độ nghiêng đường sinh của đầu lớn hơn 5 o và phần cầu ở mặt trên của đầu, làm cho chiều cao của đầu hình trụ vượt ra ngoài sai lệch giới hạn. 9. Đường kính danh nghĩa của đầu vít giảm nhỏ theo hướng của rãnh vượt quá:
|
||
| 2 o | 2 o | 1 o |
| Chú thích:
> Độ nghiêng của mặt cạnh không được làm cho kích thước vượt ra ngoài sai lệch giới hạn. > Chú thích 1 không áp dụng đối với bulông thô chế tạo bằng máy ép ma sát. 11. Độ nghiêng của các mặt sáu cạnh trong (góc β) lớn hơn |
||
| 12. Những chỗ mẻ vỡ kim loại ở mặt cạnh của đầu có chiều cao lớn hơn 0,25 chiều cao đầu làm cho kích thước lắp chìa vặn S vượt ra ngoài giới hạn 0,9 đường kính danh nghĩa. | Những chỗ mẻ vỡ kim loại ở mặt cạnh của đầu có chiều cao lớn hơn 0,20 chiều cao đầu làm cho kích thước lắp chìa vặn S vượt ra ngoài giới hạn 0,95 đường kính danh nghĩa. | Những chỗ mẻ vỡ kim loại ở mặt cạnh của đầu có chiều cao lớn hơn 0,15 chiều cao của đầu, làm cho kích thước lắp chìa vặn S vượt ra ngoài sai lệch giới hạn. |
| 13. Độ không vuông góc của bề mặt của đầu đối với trục của thân (góc g) lớn hơn | ||
| 2o đối với chi tiết có đường kính ren đến 30 mm; | 1o – đối với chi tiết có đường kính ren đến 30 mm;
|
|
| 1o – đối với chi tiết có đường kính ren lớn hơn 30 mm | 30′ – đối với chi tiết có đường kính ren lớn hơn 30 mm | |
| 14. Độ không vuông góc của mặt tựa của đai ốc đối với trục của ren (góc g) lớn hơn: | ||
| 2o | 1o30′ | 1o |
| 15. Có độ lồi ở mặt tựa.
16. Độ lõm ở mặt tựa có trị số lớn hơn nửa dung sai chiều cao đầu hay chiều cao đai ốc. |
||
| 17. Các vết ở chỗ tháo khuôn làm tăng đường kính thực tế của thân lớn hơn trị số dung sai cấp chính xác 8. | Các vết ở chỗ tháo khuôn làm tăng đường kính thực tế của thân lớn hơn trị số dung sai cấp chính xác 7. | – |
| 18. Các vết do lăn ép hay do dụng cụ cắt làm cho đường kính thân hay đầu vượt ra ngoài sai lệch giới hạn.
19. Sự phình to thêm của đường kính của thân ở dưới đầu bu lông hay vít (do áp lực cán ren) lớn hơn: |
||
| Dung sai cấp chính xác 8 trên chiều dài bằng 2 lần đường kính danh nghĩa của ren. | 0,05 mm trên chiều dài 5 mm – đối với chi tiết có đường kính ren đến 16 mm.
0,1 mm trên chiều dài 8 mm – đối với chi tiết có đường kính ren từ 18 đến 27 mm. 0,2 mm trên chiều dài 10 mm – đối với chi tiết có đường kính ren lớn hơn 30 mm. |
|
| Ở những thân bu lông có kết cấu giảm áp lực cán ren đoạn côn khoảng giữa phần cuối của đoạn lùi ren và phần không có ren của thân bulông có chiều dài lớn hơn 2 lần bước ren.
21. Cắt xiên ở cuối thân l lớn hơn: |
||
| Kích thước cạnh vát C theo TCVN 2034 – 77 | 1/2 kích thước cạnh vát C theo TCVN 2034 – 77 | |
| 22. Vết lõm ở mặt mút của thân sản phẩm chế tạo bằng phương pháp cán ren có chiều sâu lớn hơn kích thước cạnh vát C theo TCVN 2034 – 77.
23. Rìa thừa và mép sắc ở lỗ để lắp chốt chẻ. 24. Khoét lỗ lắp chốt chẻ có đường kính lớn hơn 1,5 đường kính của lỗ hay gây ra vết nứt của mặt mút. 25. Những chỗ khuyết lõm và biếu cục kim loại ở đáy rãnh, làm cho chiều sâu của rãnh vượt ra ngoài sai lệch giới hạn. 26. Góc của thành rãnh (góc a ) lớn hơn: |
||
| 5o | 3o | |
| 27. Rìa thừa do cắt rãnh.
28. Độ lõm ở đáy rãnh có độ cong không phù hợp với bán kính của rãnh tiêu chuẩn hay với dao phay rãnh, cũng như độ lồi có bán kính nhỏ hơn 90 mm đối với vít đường kính ren đến 12 mm và nhỏ hơn 150 mm đối với vít có đường kính ren lớn hơn 12 mm (hình 10) 29. Những chỗ khuyết lõm hay biếu cục kim loại ở mặt mút của đầu vít rãnh chữ thập làm cho chiều cao của đầu vượt ra ngoài sai lệch giới hạn. 30. Rìa thừa hay khuyết ở ren làm calip ren lọt không vặn vào được. 31. Nứt rạn và tróc ren ở bu lông, vít và vít cấy nếu chiều sâu những khuyết tật này vượt ra ngoài giới hạn của đường kính trung bình của ren hay chiều dài của chúng lớn hơn: |
||
| 8% toàn bộ chiều dài của ren theo đường xoắn vít hay 1/3 chiều dài của một vòng ren | 5% toàn bộ chiều dài của ren theo đường xoắn vít hay 1/4 chiều dài của một vòng ren | 2% toàn bộ chiều dài của ren theo đường xoắn vít hay 1/6 chiều dài của một vòng ren. |
| 32. Nứt rạn hay tróc ren ở đai ốc, nếu chiều sâu những khuyết tật này vượt ra ngoài giới hạn của đường kính trung bình của ren hay chiều dài của chúng lớn hơn 1/2 vòng ren.
33. Làm giảm chiều cao prôfin ren của bulông, vít, vít cấy bằng cách làm giảm đường kính ngoài lớn hơn: |
||
| 3 vòng ren cuối | 2 vòng ren cuối | |
| 34. Sự làm tròn đỉnh của prôfin ren cán, làm cho đường kính ngoài của ren vượt ra ngoài sai lệch giới hạn.
35. Độ lệch của trục ren so với trục phần trên của thân lớn hơn miền dung sai: |
||
| Cấp chính xác 8 | Cấp chính xác 7 | |
| Kích thước cơ sở để tính dung sai là đường kính ngoài của ren. | ||
Chúng ta đã tìm hiểu xong những sai lệch hình dạng và khuyết tật bên ngoài quy định của bu lông được cho phép và không cho phép. Mọi thắc mắc quý khách hàng vui lòng liên hệ:
Quý khách hàng có nhu cầu đặt mua bu lông vui lòng liên hệ:
CÔNG TY TNHH PHÁT TRIỂN THƯƠNG MẠI THỌ AN
Hotline/Zalo: 0982 83 1985 – 0964 788 985
Email: bulongthanhren@gmail.com
Website: www.bulongthanhren.vn / www.bulongthoan.com.vn